




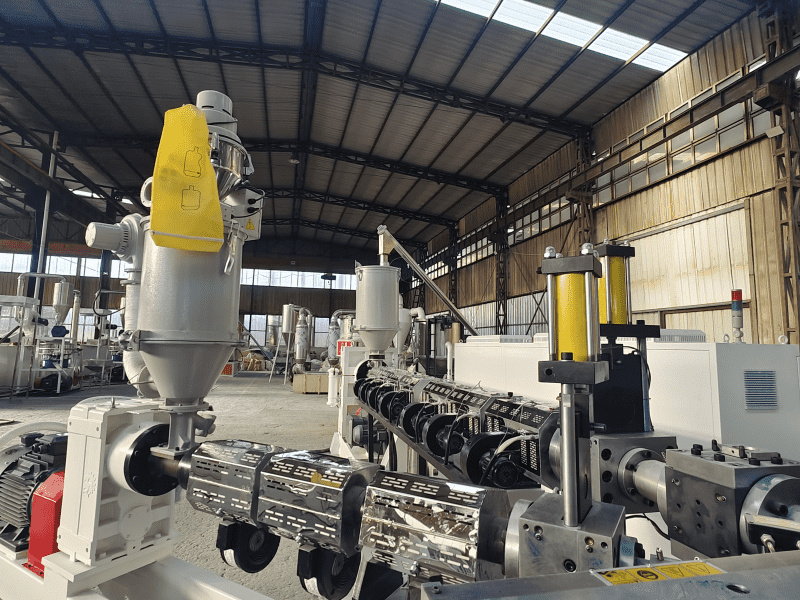
"Eger karkerek bixwaze karekî baş bike, divê pêşî amûrên xwe tûj bike."Screw extruderDi pîşesaziya plastîkê de, nemaze di pîşesaziya plastîkê de, wekî "çekek girîng" di destê hilberîneran de, bê guman di hilberîn û jiyana rojane de rolek pir girîng dilîze.Bêyî ku ew hilberîna navxweyî ya bi sed hezaran an îthalata bi mîlyonan be, dema domdar a yek an çend extruderan ji bo hilberîneran pir nerazî ye.
Ne tenê dê lêçûnek lênêrînê ya zêde hewce bike, lê ya girîngtir, hilberîn dê bandor bibe û berjewendîyên aborî dê winda bibin.Ji ber vê yekê, domandina extruder ji bo piraniya hilberîneran pir girîng e.Ji ber vê yekê, meriv çawa extruderê pêçanê biparêze?
Lênêrîna extruderê bi gelemperî li ser lênêrîna rojane û lênihêrîna birêkûpêk tê dabeş kirin.Di warê naveroka parastinê û hûrguliyên din de ferq û girêdana di navbera her duyan de çi ye?
Lênêrîna rojane
Lênêrîna rûtîn karekî rûtîn e, ku meriv-saetên xebata amûrê digire, û bi gelemperî di dema ajotinê de tê qedandin.Mebest paqijkirina makîneyê, rûnkirina perçeyên tevgerê, guheztinên perçeyên pêçandî, kontrolkirin û sererastkirina motorê, amûrên kontrolê, parçeyên xebatê û lûleyên di wextê de ye.Bi gelemperî pêdivî ye ku bala xwe bidin xalên jêrîn:
1. Ji ber ku pergala kontrolkirina elektrîkê li ser germahiya hawîrdorê û pêşîlêgirtina tozê hewcedariyên pir zêde ye, divê pergala elektrîkê ji cîhê hilberînê were veqetandin, û fanên guheztin an hewayê bêne saz kirin.Tête pêşniyar kirin ku kabîneya kontrolê ya elektrîkê li jûreyek hêsan bi cîh bikin da ku jûreyek paqij û hewayê bihêle, da ku germahiya hundur ji 40 ℃ bilindtir nebe.

2. Destûr nayê dayîn ku extruder vala bimeşe, da ku pêşî li gerîdok û makîneyê bigire.Destûr nayê dayîn ku ji 100r/min derbas bibe dema ku mêvandar dest bi bêkarkirinê dike;dema destpêkirina mêvandar, pêşî bi lezek nizm dest pê bikin, kontrol bikin ka piştî destpêkirina mêvandar dengek nenormal heye, û dûv re hêdî hêdî leza mêvandar di nav rêza destûr ya pêvajoyê de zêde bikin (çêtir e ku meriv bi ya çêtirîn veguhezîne rewş).Dema ku makîneya nû têxe hundurê, divê barkirina heyî% 60-70 be û di karanîna normal de tîrêj ji 90% derbas nebe.Nîşe: Ger dema ku extruder dixebite dengek ne normal hebe, divê ew tavilê ji bo vekolîn an tamîrkirinê were sekinandin.
3. Dema ku dest pê dike yekem pompeya rûnê vekin, û dûv re piştî ku makîneyê qut bikin pompeya rûnê vekin;pompeya avê di tevahiya pêvajoya hilberînê de dixebite, û xebata pompeya avê nikare were sekinandin da ku ji ber bilindbûna germahiya bermîla makîneyê ji hilweşandin û karbonîzasyona materyalên di bermîla makîneyê de nemîne;pêdivî ye ku qapaxa bayê asbestê ya fanera motorê ya sereke pir caran were paqij kirin da ku ji toza zêde negire da ku cama bayê asteng bike, di encamê de germahiya motorê têrê nake û ji ber germbûna zêde diqelişe.
4. Di wextê xwe de toz, alav û tiştên li ser rûyê yekîneyê paqij bikin.
5. Nehêlin ku metal an bermahiyên din di holikê de nekevin, da ku zirarê nedin kulm û bermîlê.Ji bo ku bermayiyên hesin nekevin bermîlê, dema ku madde têkeve bermîlê dikare pêkhateyek magnetîkî an çarçoveyek magnetîkî li bendera xwarinê ya bermîlê were saz kirin.Ji bo pêşîlêgirtina bermayiyên ku di bermîlê de nekevin, pêdivî ye ku materyal pêş de were kontrol kirin.
6. Bala xwe bidin paqijiya hawîrdora hilberînê, û nehêlin zibil û nepakiyê di nav materyalê de tevlihev bikin da ku plakaya parzûnê asteng bikin, ku dê bandorê li encam û kalîteya hilberê bike û berxwedana serê makîneyê zêde bike.
7. Gearbox divê rûnê rûnê ku di manuala makîneyê de hatî destnîşan kirin bikar bîne, û li gorî asta rûnê diyarkirî rûnê zêde bike.Rûnê pir hindik dê bibe sedema rûnê ne bes, ku dê jiyana karûbarê parçeyan kêm bike;Xerabûna wê hêsan e, û di heman demê de lubrîkasyonê jî betal dike, ku di encamê de zirarê dide perçeyan.Pêdivî ye ku beşa rijandina rûnê ya qutiya kêmkirinê di wextê de were guheztin da ku mîqdara rûnê rûnê piştrast bike.
Lênêrîna bi rêkûpêk
Lênêrîna birêkûpêk bi gelemperî piştî ku extruder 2500-5000 demjimêran bi domdarî xebitî tête kirin.Pêdivî ye ku makîneyê ji hev veqetîne da ku cilê perçeyên sereke were kontrol kirin, pîvandin û nas bike, parçeyên ku gihîştine sînorê cilê diyarkirî biguhezînin û parçeyên zirarê tamîr bikin.Bi gelemperî pêdivî ye ku bala xwe bidin xalên jêrîn:
1. Bi rêkûpêk kontrol bikin ka kulm û girêkên din ên li ser rûyê yekîneyê di wextê de bi rêkûpêk vegirtî ne û girtî ne.Pêdivî ye ku asta rûnê rûnê ya qutiya veguheztinê di wextê de were zêdekirin an were guheztin (divê qirêjiya li binê tanka rûnê bi rêkûpêk were paqij kirin).Ji bo makîneyên nû, rûnê motorê bi gelemperî her 3 mehan carekê tê guheztin, û paşê her şeş mehan heya salekê.Parzûna rûnê û lûleya kişandina rûnê divê bi rêkûpêk (mehê carekê) bêne paqij kirin.
2. Lênêrîna kêmkerê extruder wekî ya kêmkerê standarda gelemperî ye.Bi giranî xitimandin û têkçûna gemaran û bejnaran kontrol bikin.
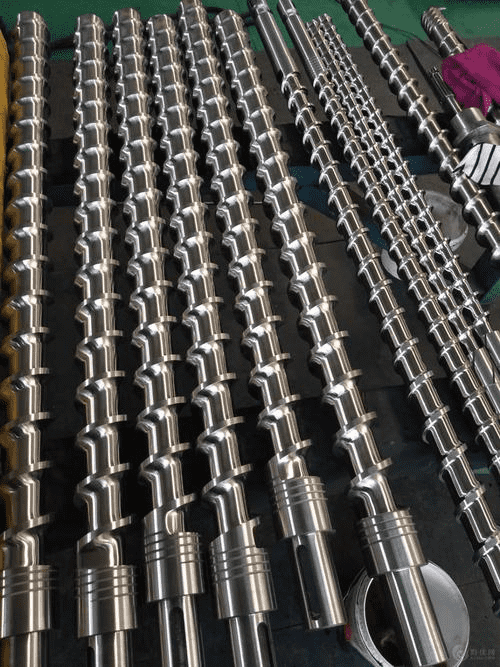
3. Dema ku ji nû ve saz bikin, ji kerema xwe bala xwe bidin ku du pêlên A û B divê di pozîsyona bingehîn de bin û neyên guheztin!Piştî ku pêça nû ya hevgirtî li ser makîneyê hate saz kirin, pêdivî ye ku ew pêşî bi destan were zivirandin, û ger bi gelemperî dizivire ew dikare bi lezek nizm were zivirandin.Dema ku kulm an bermîl ji bo demek dirêj neyê bikar anîn, divê tedbîrên li dijî rust û gemarê bêne girtin, pêl were daliqandin û danîn.Ger bloka tîrê bi agir bişewite, divê agir çep û rast biçe, û dema ku dişewite paqij bike.Zêde neşewitînin (şîn an sor), bila bloka têxê têxin nav avê.
4. Bi rêkûpêk amûra kontrolkirina germahiyê kalibr bikin, rastbûna verastkirina wê û hestiyariya kontrolê kontrol bikin.
5. Pêdivî ye ku ava şilandî di tanka ava sarkirinê ya di bermîlê de were bikar anîn da ku pêşî li pêkhatina pîvanê bigire da ku kanala ava sarbûnê di bermîlê de asteng bike û bibe sedema têkçûna germahiyê.Bala xwe bidin ku di dema karanîna de av bi rêkûpêk lê zêde bikin da ku pêşî li şilbûnê bigirin.Ger ew were asteng kirin, divê silindir ji bo lênihêrîna taybetî were guheztin.Ger astengî tunebe lê derketina avê hindik be, ev tê wê wateyê ku pîvan heye.Ava di tanka avê de ji bo gerguhêzkirinê divê bi asîda hîdrochlorîk a zirav were guheztin.Piştî paqijkirina pîvana normal, wê bi ava distîlkirî biguhezînin.Bi gelemperî, ava di tanka avê de ji bo sarkirina bermîla makîneyê tê bikar anîn, û ava xwezayî ya ku em derbas dikin ji bo sarkirina tanka avê tê bikar anîn.Bi rêkûpêk qalîteya avê ya depoya ava sarkirinê kontrol bikin, û ger ew gemar bibe wê di wextê de biguhezînin.
6. Kontrol bikin ka valveya solenoidê bi normalî dixebite, ka kulîlk şewitî ye, û wê di wextê de biguhezînin.
7. Sedemên muhtemel ên têkçûna germahîyê an jî bilindbûn û daketina germê berdewam dike: gelo cotê galvanîk hel e;gelo rele li devera germkirinê bi gelemperî dixebite;ka valveya solenoid bi gelemperî dixebite.Di wextê de germahiya deformekirî biguhezînin û pêçan hişk bikin.
8. Di tanga valahiyê de qirêjiya paqij bike(https://youtu.be/R5NYMCUU5XQ) di wextê de, û materyalên di jûreya eksê de ji bo ku boriyê bê bloke kirin.Ger zengila morkirinê ya pompeya valahiya xira bibe, pêdivî ye ku ew di wextê de were guheztin û bi rêkûpêk were kontrol kirin.Divê lêdana mêla derhanînê ji ber xisara hêlînê be û şaft şikestiye û divê ji qutîkê were guheztin.windabûna têkçûnê.
9. Ji bo motora DC-ya ku pêlê dizivire, pêdivî ye ku meriv balê bikişîne ser kontrolkirina cil û pêwendiya firçeyan, û pir caran were kontrol kirin ka berxwedana însulasyona motorê li ser nirxa diyarkirî ye.Wekî din, kontrol bikin ka têlên girêdanê û beşên din zirav in, û tedbîrên parastinê bigirin.
10. Dema ku pêdivî ye ku extruder ji bo demek dirêj ve were sekinandin, divê ew bi rûnê dijî-rûstî li ser rûberên xebatê yên çîp, çarçoweya makîneyê û serê makîneyê were pêçandin.Pêdivî ye ku pişka piçûk li hewayê were daliqandin an jî di qutiyek darîn a taybetî de were danîn, û bi blokên darîn were xêzkirin da ku ji guheztin an birînên pîvazê dûr nekevin.
11. Dîwarê hundurê lûleya ava sarbûnê ya ku bi extruderê ve girêdayî ye, bi pîvanê ve girêdayî ye û ji derve jî bi hêsanî diqelişe û zirav dibe.Di dema lênêrînê de divê çavdêriya bi baldarî were kirin.Pîvana pir zêde dê boriyê asteng bike, û bandora sarbûnê dê neyê bidestxistin.Ger korozyon cidî be, dê av biherike.Ji ber vê yekê, divê di dema lênihêrînê de tedbîrên paqijkirin û sarbûna dijî-korozyonê bêne girtin.
12. Kesek taybet destnîşan bikin ku ji bo parastina amûran berpirsiyar be.Tomarek hûrgulî ya her parastin û tamîrkirinê di pelê rêveberiya alavên kargehê de tê de heye.
Di rastiyê de, gelo ew lênihêrîna rojane be an lênihêrîna birêkûpêk be, du pêvajoyên lênihêrînê hevûdu temam dikin û neçar in.Bi baldarî "lênihêrîna" amûrên hilberînê, heta radeyekê, rêjeya têkçûna hilberîna rojane jî kêm dike, bi vî rengî kapasîteya hilberînê misoger dike û bi bandor lêçûn xilas dike.
Dema şandinê: Tebax-08-2023






